Pencelupan dan kemasan tekstil adalah proses yang kompleks dan sistematik yang melibatkan bahan mentah, barangan separuh siap, tenunan, pencelupan, dan kemasan akhir. Antaranya, pemintalan, tenunan, dan pencelupan + pencetakan + kemasan adalah tiga sektor yang agak bebas.
Proses Utama dalam Berputar:
- Pembukaan dan pembersihan
- Carding
- Menyikat
- Melukis
- Merayau
- Cincin berputar
Proses Utama dalam Tenunan:
- Penggulungan
- Meleding
- Saiz
- Penarikan diri
- Menenun
- Kemasan kain
Aliran Kerja Pencelupan dan Penamat:
Penyediaan fabrik → Jahitan → Nyanyian → Batching pad sejuk → Desizing, penyental, pelunturan → Mercerizing → Pra-tetapan → Penyediaan tampal → Pencetakan (skrin rata atau skrin putar) → Mengukus → Sabun → Tetapan haba → Kalis pengecutan → Kalender dan pembungkusan → Pemeriksaan akhir
Pecahan Proses
1. Menyanyi
Tujuan: Keluarkan bulu kabur permukaan untuk meningkatkan kelicinan, kilauan dan penampilan fabrik. Ia menghalang kecacatan pencelupan dan pencetakan yang tidak sekata serta meningkatkan prestasi anti-pilling, terutamanya untuk gentian sintetik. Kain menjadi lebih bersih dan rangup di tangan.
Kumpulan Pad Sejuk: Selepas hangus, kain disejukkan dan direhatkan selama lebih 20 jam.
2. Desizing, Scouring, dan Bleaching
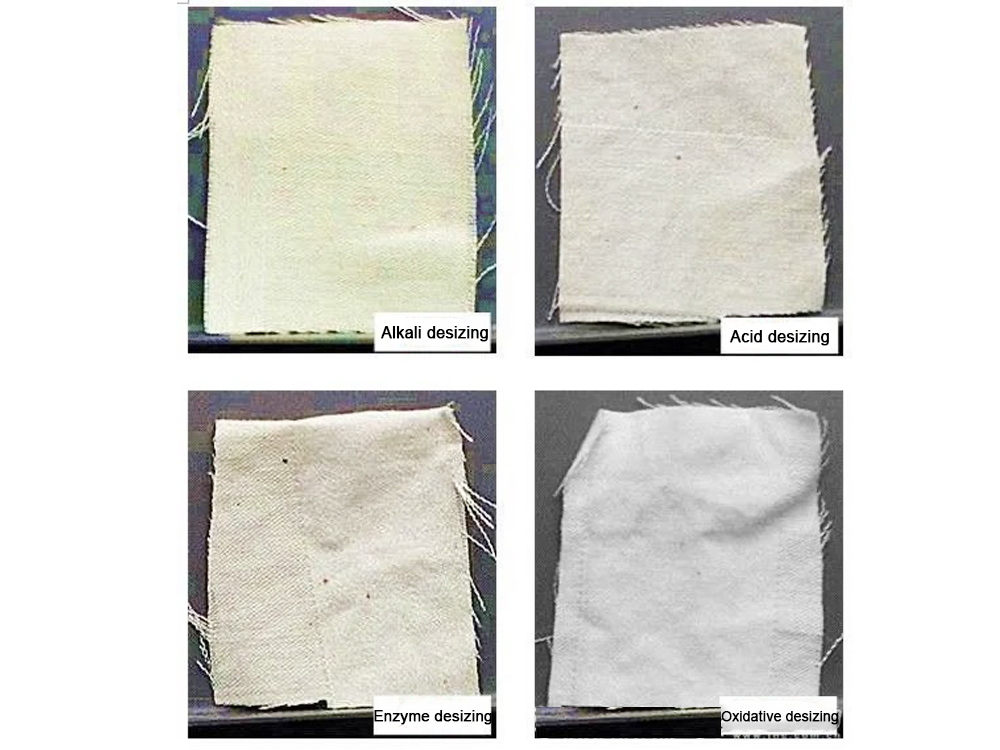
(1) Desizing
Tujuan: Keluarkan agen saiz yang digunakan semasa menganyam untuk meningkatkan daya serap, mengurangkan penggunaan bahan kimia dan meningkatkan kualiti produk akhir.
Kaedah:
-
Desizing air panas: Berkesan untuk fabrik bersaiz dengan bahan larut air seperti natrium alginat atau derivatif selulosa.
-
Penghancuran alkali: Sesuai untuk saiz berasaskan kanji, menggunakan larutan natrium hidroksida 10–20 g/L pada 60–80°C selama 6–12 jam.
-
Penghancuran enzimatik: Menggunakan α-amilase untuk menghidrolisis kanji tanpa merosakkan gentian; cepat dan cekap.
-
Penyahoksidaan oksidatif: Melibatkan hidrogen peroksida atau natrium perbromat; cekap tetapi mesti dikawal untuk mengelakkan kerosakan selulosa.
 (2) Menggosok
(2) Menggosok Tujuan: Buang kekotoran semula jadi seperti pektin, lilin dan sisa benih untuk meningkatkan kebolehbasahan dan keputihan.
(3) Pemutihan
Tujuan: Hilangkan sisa pigmen semula jadi untuk meningkatkan kecerahan dan sediakan fabrik untuk pencelupan atau pencetakan.
Ejen biasa: Natrium hipoklorit, hidrogen peroksida, natrium klorit.
3. Mercerization
Proses: Kain membengkak tidak dapat dipulihkan apabila dirawat dengan alkali yang kuat, mengubah selulosa I kepada selulosa II.
Faktor Utama:
- Kepekatan soda kaustik
- Suhu
- Masa rawatan
- Ketegangan dikenakan pada fabrik
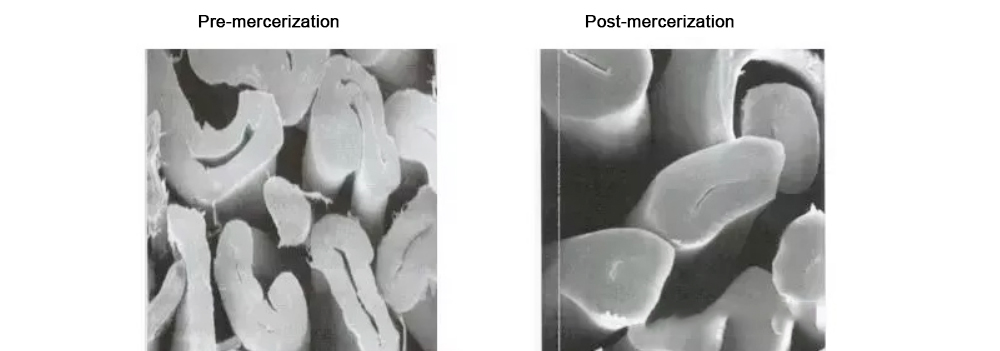
Faedah:
- Kestabilan dimensi yang lebih baik dan pengecutan yang dikurangkan
- Peningkatan penyerapan pewarna dan penyerapan
- Kilauan yang dipertingkatkan
- Sifat mekanikal yang diubah suai (cth, mengurangkan kekuatan tegangan)
Jenis:
- Pengmerserisasian kering: Dilakukan pada suhu bilik pada kain kering. Keputusan yang stabil tetapi intensif tenaga.
- Pengmerserisasian basah: Dilakukan pada kain basah; menjimatkan tenaga dan meningkatkan kesamarataan tetapi memerlukan kawalan kelembapan yang tepat.
- Pengmerserisasian kaustik panas: Penembusan yang lebih baik dan juga penyerapan alkali, digunakan untuk fabrik yang lebih berat.
4. Pra-tetapan (Tetapan Pra-panas)
Tujuan: Menstabilkan struktur fabrik secara haba, menghilangkan kedutan, dan meningkatkan kestabilan dimensi dan kelicinan permukaan.
Keadaan Kritikal:
- Suhu (paling penting)
- Masa rawatan
- Ketegangan yang dikenakan
- Penggunaan agen bengkak
Nota: Warna sensitif (cth, kelabu, hijau tentera, khaki) mungkin bertukar warna di bawah haba dan mesti dipantau selepas tetapan.
5. Mewarna
Langkah Asas: Penjerapan pewarna → Resapan → Penetapan
Jenis Pewarna Biasa:
| Jenis Pewarna |
Serat yang Sesuai |
Kelebihan |
Keburukan |
| Pewarna langsung |
Kapas, linen, sutera, bulu |
Aplikasi mudah, kos rendah |
Ketahanan basuh/ringan yang lemah |
| Pewarna reaktif |
Kapas, linen, sutera, bulu |
Ketahanan basuh yang sangat baik |
Ketahanan basah/asid sederhana |
| pewarna sulfur |
Serat selulosa |
Ketahanan basuh/cahaya matahari yang baik |
Kelajuan menggosok yang lemah, variasi teduhan |
| Sebarkan pewarna |
Poliester, nilon, asetat |
Kitaran pendek, kecerahan yang baik |
Sensitif kepada hidrolisis alkali |
| Pewarna kationik |
Akrilik, poliester kationik |
Warna terang, keamatan yang kuat |
Kedalaman terhad |
| pewarna tong |
Kapas dan selulosa lain |
Kelajuan keseluruhan yang sangat baik |
Mahal, sesetengah warna menyebabkan kerosakan di bawah cahaya |
Kaedah pencelupan:
- Pewarnaan benang: Pencelupan hank, pencelupan bungkusan, pencelupan rasuk meledingkan
- pencelupan kain: Pencelupan tali, pencelupan jig, pencelupan pad, pencelupan berterusan
Faktor Utama:
- Masa: Cukup untuk resapan dan penetapan
- Suhu: Mempengaruhi pembengkakan gentian, keterlarutan pewarna, kadar dan kedalaman pencelupan
- pH: Memberi kesan kepada tingkah laku pewarna dan ketepatan lorek
- Nisbah minuman keras: Berat kain kepada isipadu air
- Kepekatan pewarna: Diukur dalam g/L, menjejaskan keamatan dan keseragaman
- Alat bantu & kualiti air: Penting untuk mencapai hasil yang boleh dihasilkan semula

Kelajuan Warna: Gred berkisar antara 1 hingga 5, dengan 5 adalah yang terbaik. Keperluan luntur berbeza mengikut aplikasi (cth, pakaian, tekstil rumah, dsb.).
Sumber Cahaya Standard:
- D65: Cahaya siang antarabangsa (paling banyak digunakan)
- TL84: Lampu stor pendarfluor (Eropah/Jepun)
- CWF: Pendarfluor putih sejuk (peruncitan/pejabat AS)
- UV: Untuk pencerah optik dan pengesanan pendarfluor
- A: Simulasi cahaya matahari terbenam, rujukan sahaja
6. Mengukus dan Menyabun
Mengukus: Digunakan selepas mencetak (kecuali pewarna ais dan pewarna tong larut). Mengukus menggalakkan penyerapan lembapan, penetapan pewarna, dan penembusan ke dalam gentian.
Sabun: Langkah penting selepas mengukus. Menanggalkan pewarna yang tidak tetap, menghalang pemendapan semula dan mempertingkatkan ketahanan warna melalui tindakan penyebaran, pengkelat dan penggantungan agen sabun.
7. Kemasan Tahan Kecut (Sanforizing)
Tujuan: Mengurangkan pengecutan fabrik secara mekanikal yang disebabkan oleh ketegangan dalaman semasa pemprosesan basah. Membantu menstabilkan lebar fabrik dan meningkatkan ketepatan dimensi.
8. Kalender, Kalender Elektrik, dan Timbul
Kalender: Menggunakan haba dan tekanan untuk meratakan permukaan kain atau mencipta garisan pepenjuru yang halus.
- Kalender rata: Penggelek keras + lembut, menghasilkan rasa tangan yang licin dan segar.
- Kalender lembut: Dua penggelek lembut menghasilkan tangan yang lebih lembut dan kilauan yang lebih lembut.
Kalendar Elektrik: Menggunakan penggelek yang dipanaskan untuk peningkatan kilauan.
timbul: Penggelek logam berukir menekan corak ke dalam fabrik di bawah haba dan tekanan untuk kesan hiasan.
Nota: Bergantung pada jenis fabrik, proses tambahan seperti menyaman, tidur siang, menggunting, menaikkan atau melembutkan juga boleh digunakan.
9. Pemeriksaan Akhir dan Pembungkusan
Kriteria Pemeriksaan:
- Teduh warna
- Lebar kain
- Rasa tangan
- Ketebalan
- Tunduk/condong
- Kecacatan pencelupan & anyaman
Pemeriksaan biasanya dilakukan secara manual sebelum lipatan akhir dan pembungkusan.









